Casper, Phillips & Associates - Globally Recognised Crane Engineering Services
Casper, Phillips & Associates Inc. (CPA) offers crane engineering, structural engineering, custom software and other specialist services, for ports and heavy-duty environments. CPA offers a wide variety of services tailored to customers’ needs, including procurement, specification, design, voyage bracing, modifications and rehabilitation, accident investigation and repair, and condition surveys.
With crane and material handling equipment design experience dating back to the 1960s, it can provide this service with speed and efficiency. In crane and load handling equipment, much of CPA’s practice is devoted to helping buyers contract for the machinery they want to own and then assist in enforcing the contract’s technical requirements so the buyer gets what the contract stipulates is to be provided.
Among CPA’s portfolio is a patented crane base anti-seismic isolation system (BASIS), created with nonlinear time history analysis (NLTHA).
Contact
Richie Philips
t: +1253 627-7400
e: casperph@cranedesign.com
w: www.casperphillips.com
Crane Cracks and Fatigue
There is a trend for ports to push their container cranes harder for longer, which can lead to cracks and other fatigue-related issues, says Richard Phillips, mechanical engineer, Casper, Phillips & Associates Inc. (CPA).
Lately it seems that ports have been putting off crane purchases and want to use their existing cranes past their design life. Additionally, cranes have been pushed harder than ever as they move record amounts of container traffic. These two factors have led to an increase in maintenance issues related to fatigue on older container cranes.
Although steel can have an infinite design life if the stresses are low enough, designing cranes to have infinite life would increase the cost to the point where it is not competitive.
Ports compete for shipping lines, so if a port pays a much higher cost for a container crane, the box cost will be higher to repay the port’s investment. The shipping lines will go to a port with lower operational costs unless there is some other hourly operational benefit. Even if crane structures were designed to have infinite life, they would still eventually become obsolete due to the increasing size of container ships.
Container cranes 20 years ago did not service ships as large as they do today, so it was unheard of to have a crane with an outreach over 200 ft. (approx. 61m) because container ships weren’t that big. Back then, the largest cranes could pick up a single 40 ft. or twin 20 ft. containers, whereas today the largest cranes can lift tandem 40 ft. containers or four 20 ft. containers.
In addition, the largest cranes have a second trolley to help sort the containers when the primary trolley places them on the dock, which speeds up the yard operations. Today, cranes with outreaches that extend beyond 230 ft. (70m) are common on big ship-to-shore cranes, made to service the largest container ships with beams of 202 ft. (61.5m) with some room to spare for the future growth of container ships.
All that said, crack and fatigue issues may be present in cranes of all sizes.
Steel fatigue
Many people think of fatigue as “wearing out” of the steel but this is not quite right. Fatigue failure occurs in components subjected to a high number of fluctuating stresses. Under these conditions it is possible for failure to occur at a stress level that is significantly less than the tensile or yield strength for a static load. If the fluctuating stresses are low enough and in an ideal environment, steel has infinite fatigue life.
Cracks can initiate from many sources, such as high cycle fatigue, poor manufacturing, corrosion, or overload events such as snag, earthquake, or storm winds. The initial flaws may be microscopic or macroscopic. Growth rate increases with crack size so a flaw that has grown from microscopic to a detectable size is well along toward reaching critical size. However, if the steel lacks reasonable notch toughness, the critical crack length will be significantly smaller than a steel with excellent notch toughness.
It is very unlikely that someone without training would be able to detect the first signs of cracking or fatigue. It is also unlikely that the operator would notice a change in the performance of the crane, even if they are very familiar with it.
Further, not all cracks are equal—it’s all about risk management. If failure of a structural beam would cause catastrophic failure, it is considered a fracture critical member. If a fracture critical member has a crack, it is not worth the risk of a catastrophic failure to continue operating until the crane can be taken out of service and the crack is repaired.
Fatigue and corrosion failure of container cranes have been rare, but there has been at least one incidence of total collapse and several close calls where imminent failure was avoided because cracks were discovered just in time. Numerous fatigue failures of individual members and connections have occurred but usually loads shift to an alternate load path, avoiding total collapse. Therefore, alternate load paths are an important fatigue design consideration.
Fatigue issues are not always a by-product of overuse. Sometimes the crane design is not robust enough for its specified duty class, while other times there are manufacturing defects that were not caught by the quality assurance / quality control (QA/QC) programs. Also, accidental overload cases such as collision, stall, snag loads as well as high wind events and earthquakes can reduce a crane’s fatigue life. From our perspective, fatigue problems appear to be increasing due to the record amounts of container traffic.
Managing cracks
Just how critical is the problem when cracks appear? The answer depends on how much damage the area can safely withstand and the consequences of its failure. Damage due to a crack is directly related to how fast the crack can grow. The study of crack propagation is called “fracture mechanics”. Fracture mechanics combines analytical methods with experimental research to quantify a crack’s grow potential.
The consequences of a member or joint’s failure also plays a part in determining the criticality of a crack. A member or joint that has no alternate load paths and whose failure would cause a crane to collapse is called fracture critical. Within fracture mechanics, one methodology to manage cracks and other defects is using “damage tolerance”.
Pioneered by the aerospace industry, the idea behind damage tolerance is that the engineer assumes there is a crack of the smallest size with a given inspection method. From there, the engineer can calculate the crack growth rate that will occur during normal use. This analysis is then used to set the appropriate inspection intervals based on the criticality of the member or joint. By calculating the crack damage tolerance of a crane and implementing the resulting inspection program, chances are much better that repair work can be identified and scheduled to minimize operational down time.
Much like your car, the oil needs to be changed more often than the timing belts. The same is true about cranes; some areas need more attention than others. It is typically dependent on both the duty cycle the cranes were designed for and how the cranes are operated. A damage tolerance program integrates these parameters to provide a rational basis for effective inspection intervals.
Design specifications for container cranes
Design specifications for container cranes have been developed by consulting engineers, port authorities, and shipping companies. The specifications usually require that the design of various elements comply with domestic and international design codes.
A consultant is often hired to validate if the crane structure and its components meet the specification requirements. The consultant must have the engineering expertise and knowledge of both local and foreign codes. Ensuring a crane design meets the design specifications reduces the risk of structural failures by ensuring appropriate materials and loads are used.
Unlike other industries, the container crane industry has no formal body for investigation, documenting and reporting structural failures. These failures are often a source of embarrassment, liability, or litigation and therefore remain confidential. If an accident occurs, disputes are usually settled through private litigation. This is unfortunate because the entire industry would benefit from sharing such information.
Best practice is to prevent accidents, so it is always a good idea to have a qualified engineer review the crane manufacturer’s design before construction, as well as having a good maintenance program once the crane is in service.
High cycle fatigue, corrosion
Typically, cranes are designed only considering high cycle fatigue. Overload events are checked for strength but are not typically included in the fatigue analysis. Several moving load locations are considered and an equivalent lifted load for fatigue is decided based on the crane classification or specified by the purchaser. The more realistically the moving load paths model how the crane is used, the more accurate the results of the analysis will be.
However, even the most thorough calculations have their limitations. They have many built-in assumptions that may not be accurate. For instance, if a weld has poor fusion or porosity, it may not be detected by a surface inspection such as a visual, dye penetrant, or magnetic particle testing. This weld can have subsurface cracks or defects that can grow to the surface much faster than calculations predict. Design to a fatigue criterion is no guarantee that fatigue will not occur. On a statistical basis, fatigue design does provide reasonable fatigue protection.
Another vital point to consider is corrosion. Of course, container cranes exist in a relatively hostile environment surrounded by saline and acid laden air. Corrosion is an ever-present enemy that is no mystery to any maintenance department or owner. Techniques and materials for preventing corrosion are well known and the failure to maintain a corrosion-free crane is tantamount to accepting a reduced life for the affected crane components.
With advancing age, poor structural maintenance programs become obvious at an exponential rate. For some container cranes it is too late, and they should be retired. In other cases, it is possible to increase the life of cranes well beyond the original purchase specifications. If the design of a structural component is controlled by strength and not fatigue, its design life may well exceed the required minimum fatigue life.
Life extension of container cranes
In this current economic environment, there is a lot of uncertainty surrounding steel fabrication. Steel prices, component availability, labor prices, workforce availability, etc. are all extremely volatile. Crane owners want to protect themselves by procuring cranes on a firm fixed fee contract. Such a contract includes all costs associated with crane procurement including delivery and commissioning for a single price (you’ll forgive me for not publishing figures). Likewise, crane manufacturers protect themselves by building in a lot of costs due to the uncertainty surrounding steel fabrication.
This has further increased the number of crane owners taking interest in extending the life of cranes. A crane may have been designed for two million cycles, but the crane owners want to study the business case for upgrading the crane structurally and mechanically to extend the life up to three or even four million cycles.
As cranes are used beyond their original design life structural strengthening is a common method to extend the useful life. After the initial investment, strengthening will lower the stresses in critical areas, which in turn decreases both downtime and inspection costs. If a critical area has been properly strengthened, it will be less likely to develop cracks and will require less frequent inspections.
Crane upgrades come in many forms. The most common crane upgrades CPA get involved with are:
- Crane raises
- Boom extensions
- Rated load increases
- Increasing the useful life of the crane
Raising the crane and extending the outreach helps extend the useful life of the crane by allowing the crane to service larger vessels. If the cranes are large enough to service the vessels calling at the berth, the cranes may need structural strengthening to allow them to be used longer. Strengthening can help prevent issues like cracks; this minimizes downtime, and the crane can be more profitable to operate.
However, some cranes begin having significant structural issues and, like a used car, become too expensive to operate because the maintenance costs and down-time are too high.
Repairing cracks
If a crack is detected it can be repaired. However, due to residual stresses, and other limitations from the on-site crack repair, detectable cracks may re-develop after fewer load cycles. If cracks are found, further engineering analysis should be conducted to determine what repairs should be made, plus due consideration should be given to increased inspections and possibly reinforcement. The most common fix for cracks is to grind out and weld repair them.
Remember though, the best solution is preventing cracks from forming. Cranes can benefit from designs by experience engineers who have put in time to learn and master the subject of fracture mechanics. Fracture mechanics and related research have shown which types of designs and connection details are less likely to have fatigue issues like cracks.
Don’t turn a blind eye
The most important defence against structural aging is targeted inspections performed at specified intervals. Of course, operators and maintenance personnel should be trained to inspect constantly at every opportunity. This is the best form of insurance and, like buckling a seat belt, it is free. However, this should not replace inspection by trained technicians working at known intervals.
Periodically, all cranes should be examined by a technician that has broad, generic experience with structural maintenance problems. Dangerous cracking and deterioration can escape even the most conscientious visual inspection. A sizeable fatigue crack can close so tightly that it may not be visible to the naked eye even if known to exist. The only reliable way to find fatigue cracks is by non-destructive testing (NDT) methods by a qualified technician.
An engineered inspection manual can tell inspectors where and how often to look for cracks. A good inspection manual will show which NDT tests to run on the welds most likely to have fatigue cracks develop. For container cranes, maintenance windows are available in between berthing vessels. During this time, the cranes are not in service, and NDT can be performed. The inspection methods most used are visual, magnetic particle, or ultrasonic, and will depend on how critical the member is to the load carrying capacity of the crane.
Inspection by outside technicians is expensive but can save property and lives. Like all other risk / benefit alternatives there is no universal answer to how much one should spend to reduce risk. The key to getting the best life out of these cranes is to have a good inspection manual and a responsive maintenance program. Creating post design life structural inspection manuals is a widely accepted service many crane owners currently utilize. Discovering a crack early can not only limit the scope of the repair but also limit unscheduled downtime.

Caption: This forestay crack was discovered just in time.

Caption: Subsurface cracks are only detectable with non-destructive tests, such as ultrasonic or radiography testing.

Caption: Stress concentrations on a container crane forestay led to crack formation.
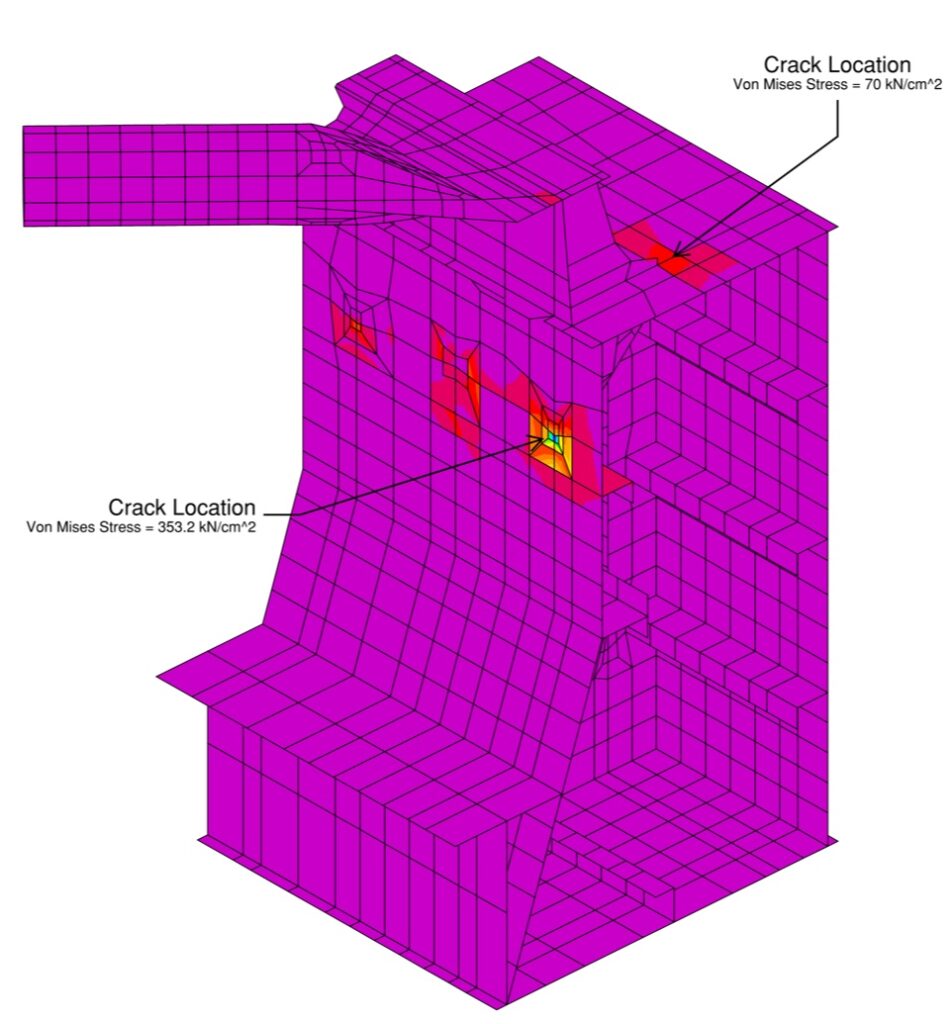
Caption: Finite element analysis model of boom brace connection on a container crane. Two cracks were discovered in this location.
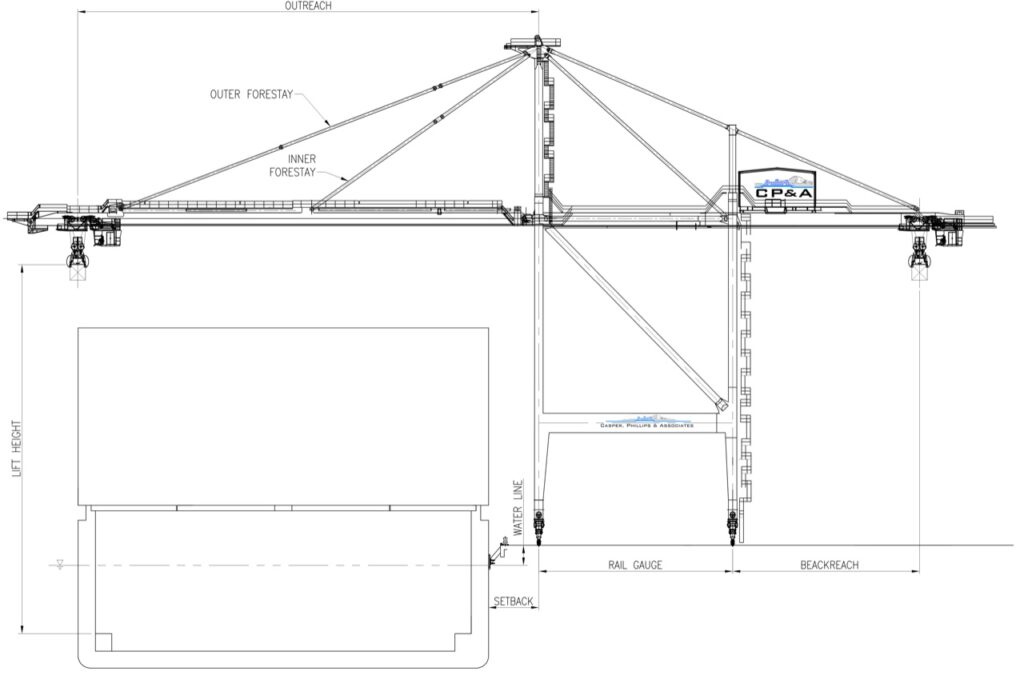
Caption: A single trolley ship-to-shore crane with forestay (a structural member that supports the cantilevered boom that sticks out over the water), and other parts labeled.
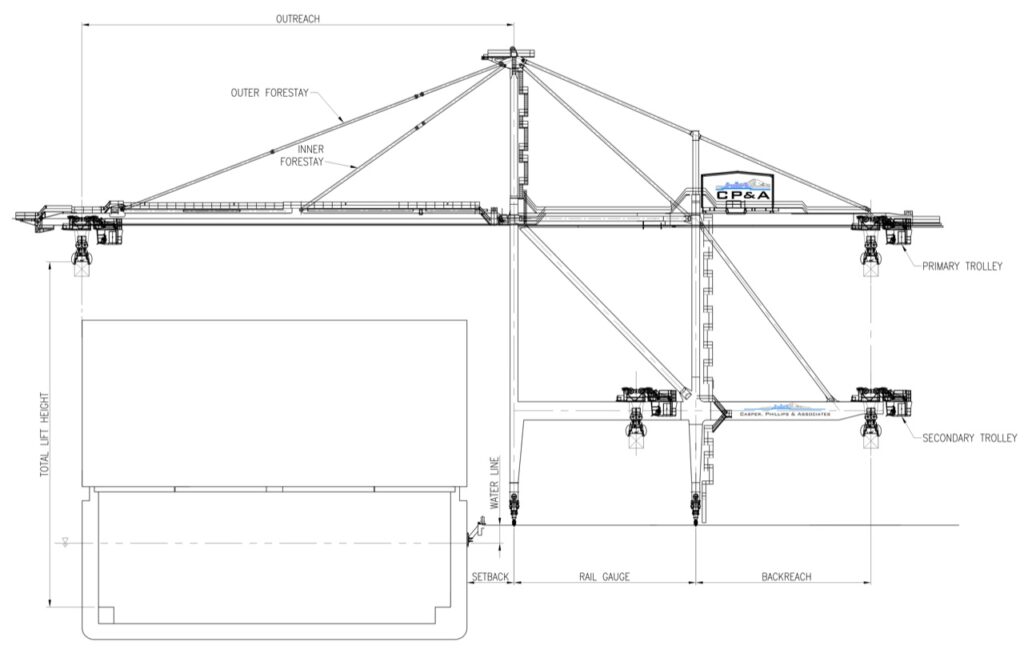
Caption: A double trolley ship-to-shore crane with forestay (a structural member that supports the cantilevered boom that sticks out over the water), and other parts labeled.
About Casper, Phillips & Associates Inc. (CPA) offers a wide variety of services, including procurement, specification, design, manufacturing review, modification, and accident investigation.
Contact for editorial enquiries: Richard Phillips, Richard@casperphillips






























